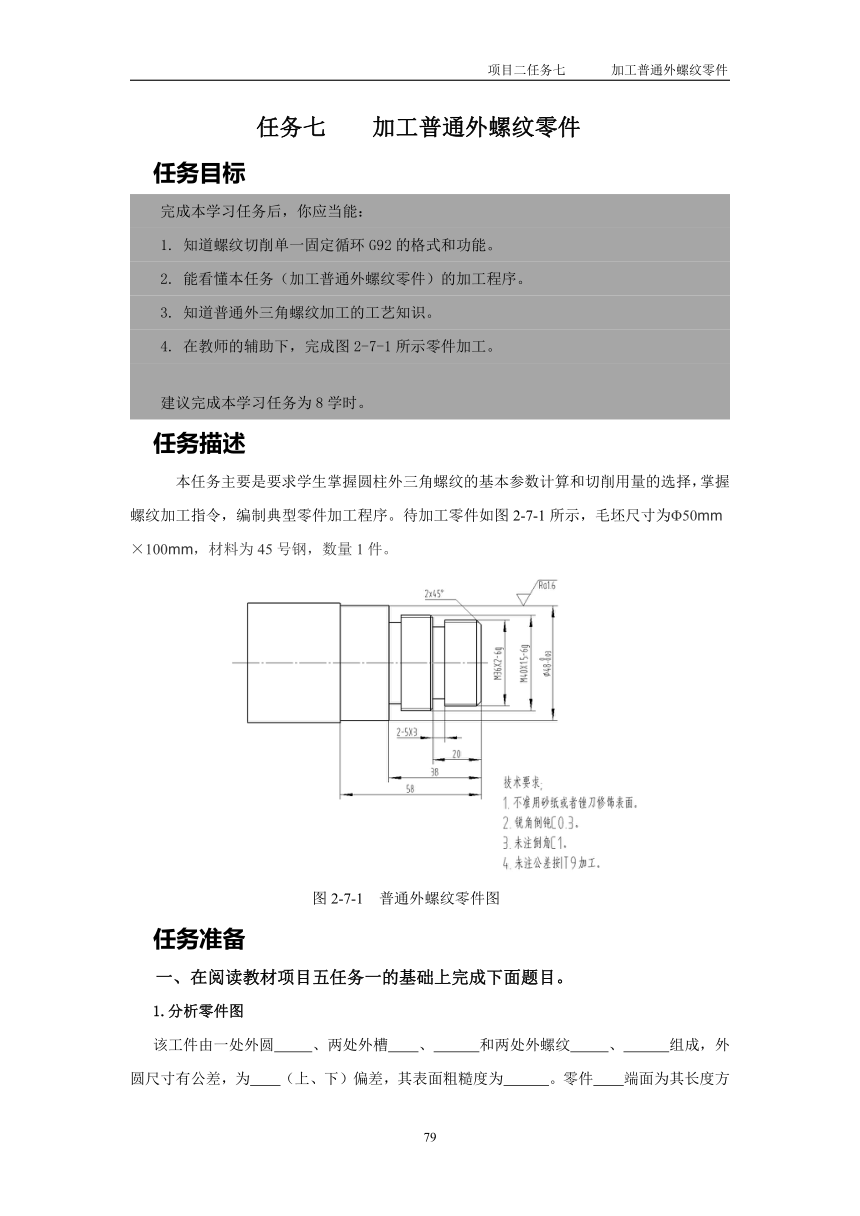
项目二任务七 加工普通外螺纹零件 任务七 加工普通外螺纹零件 任务目标 完成本学习任务后,你应当能: 1. 知道螺纹切削单一固定循环G92的格式和功能。 2. 能看懂本任务(加工普通外螺纹零件)的加工程序。 3. 知道普通外三角螺纹加工的工艺知识。 4. 在教师的辅助下,完成图2-7-1所示零件加工。 建议完成本学习任务为8学时。 任务描述 本任务主要是要求学生掌握圆柱外三角螺纹的基本参数计算和切削用量的选择,掌握螺纹加工指令,编制典型零件加工程序。待加工零件如图2-7-1所示,毛坯尺寸为Φ50mm×100mm,材料为45号钢,数量1件。 图2-7-1 普通外螺纹零件图 任务准备 一、在阅读教材项目五任务一的基础上完成下面题目。 1.分析零件图 该工件由一处外圆 、两处外槽 、 和两处外螺纹 、 组成,外圆尺寸有公差,为 (上、下)偏差,其表面粗糙度为 。零件 端面为其长度方向尺寸基准。工件材料为 ,加工数量为 。位置精度要求 (有、无),技术要求 (有、无)。 2.刀具准备 (1)该零件外圆柱面加工要分粗车和精车,但实际加工中采用同一把刀,参考教材后,外圆柱面加工用的外圆刀其主偏角是 ,刀片规格是 。 (2)加工外槽用 刀,其刀片宽度为 比较合适。 (3)加工螺纹用 刀,其刀片规格为 。 3. 工具、量具准备 加工该零件可能要使用的工量具有哪些?请在是的栏目下打“√”。 三爪自定心卡盘( ) 卡盘扳手( ) 刀架扳手( ) 垫刀片( ) 加力杆( ) 0-150 mm游标卡尺( ) 0-25 mm千分尺( ) 25-50 mm千分尺( ) 50-75 mm千分尺( ) 万能角度尺( ) 0-150 mm深度游标卡尺( ) 0-25 mm内径千分尺( ) 25-50 mm内径千分尺( ) 钻夹头( ) 中心钻( ) 内径百分表( ) 半径样板( ) 螺纹环规( ) 4.插补指令准备 (1)螺纹切削单一固定循环 G92为简单螺纹循环,该指令可切削 螺纹和 螺纹。其格式为 。其中X、Z表示 坐标。若待加工的螺纹为圆柱螺纹时,其R为 ,F表示 ;待加工的螺纹为圆柱螺纹时,则其螺纹加工格式可以表述为 。G92用于导程小于3mm的大多数三角形螺纹的车削。 (2)圆柱螺纹循环G92指令的路线如教材第118页图5-4b所示,需要有四步动作,分别是图中的 、 、 和 ,即快速进刀(相当于G00指令),螺纹车削(相当于G92指令),快速退刀(相当于G00指令),快速返回(相当于G00指令)。 二、任课教或课代表完成下列准备工作。 1.课代表在任课教师指导下检查仿真室和车间的卫生、设备及附件,并准备好卫生工具等物品。 2.学生每人准备45号钢毛坯一段,毛坯尺寸为Φ50mm×100mm。 3.学生准备外圆车刀一把(自己安装好刀片)、槽刀一把和螺纹刀一把。 4.游标卡尺、合适量程千分尺各一把,螺纹环规一套。 任务实施 一、理实学习 1.职业素养 在学习前、学习中、学习后严格按照《仿真室职业素养对照表》执行,相互提醒、监督。 2.数控车床准备工作 ①点击斯沃软件图标; ②点击运行; ③松急停旋钮,按复位键,消除报警; ④回参考点(回原点、回零); ⑤MDI方式启动主轴; 3.分析零件图,确定加工工艺 1)根据普通车床中加工螺纹的经验,该工件的加工工艺路线应该是平右端面、粗车精车 、 、 。 2)本任务采用 次装夹,工件编程原点设在 端面圆心,建立工件坐标系。该工件需要用 、 和外圆刀等三把刀加工,需要利用与三把刀相对应的三个程序进行加工,但这三个程序共用一个坐标系,所以建议在加工前先对三把刀进行对刀。 4.安装刀具并对刀 1)安装外圆刀与外槽刀,并对这两把刀进行对刀操作。 2)根据普通车床中安装螺纹刀的经验,安装螺纹刀的要点是刀头伸出不要过长,一般为刀杆厚度的 倍左右,车刀刀尖角的对称中心线必须与工件轴线 ,可借助 ,刀尖位置的高度一般应对准 中心;完成螺纹刀模拟安装。 3 ... ...
~~ 您好,已阅读到文档的结尾了 ~~