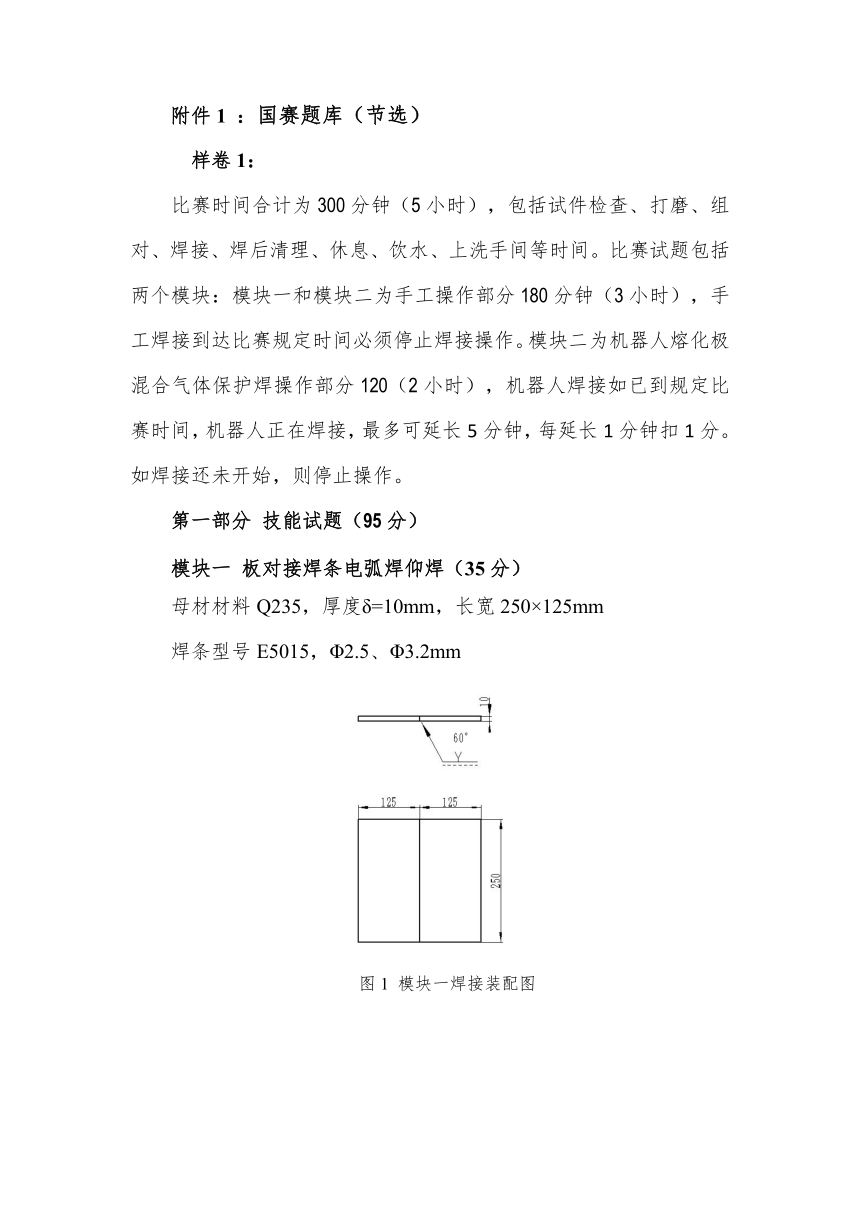
附件 1 :国赛题库(节选) 样卷 1: 比赛时间合计为 300 分钟(5 小时),包括试件检查、打磨、组 对、焊接、焊后清理、休息、饮水、上洗手间等时间。比赛试题包括 两个模块:模块一和模块二为手工操作部分 180 分钟(3 小时),手 工焊接到达比赛规定时间必须停止焊接操作。模块二为机器人熔化极 混合气体保护焊操作部分 120(2 小时),机器人焊接如已到规定比 赛时间,机器人正在焊接,最多可延长 5分钟,每延长 1分钟扣 1 分。 如焊接还未开始,则停止操作。 第一部分 技能试题(95 分) 模块一 板对接焊条电弧焊仰焊(35 分) 母材材料 Q235,厚度δ=10mm,长宽 250×125mm 焊条型号 E5015,Φ2.5、Φ3.2mm 图 1 模块一焊接装配图 图 2 模块一装配示意图 技术要求: 1.要求单面焊双面成形; 2.钝边与间隙自定; 3.坡口 60°,两端不得安装引弧板、熄弧板; 4.焊件一经施焊不得更换和改变焊接位置; 5.定位焊时允许做反变形、定位焊要求一次完成。 模块二水平固定管对接,钨极氩弧焊打底,熔化极气体保护焊填充盖 面(40 分) 母材材料:20,直径和壁厚Φ108×8mm,长 100 mm。 焊丝型号:ER50-6,Φ1.2mm、Φ2.5mm。保护气体:纯 CO2 、纯氩气。 图 3:模块二焊接装配图 图 4:模块二装配示意图 技术要求: 1.要求单面焊双面成形; 2.钝边与间隙自定; 3.坡口 60°; 4.定位焊在正面坡口内,不准在仰焊位置(即 5~7点钟位置); 5.焊件一经施焊不得任意更换和改变焊接位置。 模块三:机器人熔化极混合气体保护焊(80%Ar+20%CO2)保护 焊(20分) 材料 Q235和 20:单位 mm 图 7 模块二焊接装配图 图 8 模块二装配示意图 表 1 各部件规格示意图 部件 示意图 数量 材质 序号 1 1 Q235 2 1 20 3 1 Q235 技术要求: 1.焊接方法:熔化极混合气体保护焊机器人焊接 2.未按照图纸要求组对的试件,该试件为 0分。 3.焊件打钢号处位于机器人机座的近端。 4.选手完成焊接编程和轨迹示教,焊接前必须向监考裁判示意, 裁判确认后,方可启动机器人进行焊接。 5.假如选手操作失误发生撞枪或其他设备问题,但仍可恢复竞赛 操作的,每次从选手总分中扣 1分,如致使设备损坏无法继续焊接完 成的,则终止比赛。 6.焊接机器人开启自动焊接模式后,允许不多于 3次(含 3次) 人工介入,每次人工介入从选手总分中扣 1分。 第二部分 职业素养(5 分) 1.设备操作的规范性; 2.工具、量具、仪器仪表的使用; 3.现场的安全,文明生产; 样卷 1 评分表 表 1:模块一 板材对接外观评分标准 合计得分 加密号 评分员签名 (满分 100) 焊缝等级 检查项目 标准、分数 得分 Ⅰ Ⅱ Ⅲ Ⅳ 标准(mm) 0~1 >1,≤2 >2,≤3 >3,<0 焊缝余高 分数 16 12 8 0 标准(mm) ≤1 >1,≤2 >2,≤3 >3 焊缝高低 差 分数 14 8 2 0 焊缝宽窄 标准(mm) ≤1.5 >1.5,≤2 >2,≤3 >3 差 分数 10 6 2 0 深度≤0.5 深度≤0.5 深度>0.5 标准(mm) 0 咬边 且长度≤15 长度>15,≤30 或长度>30 分数 20 14 8 0 背面焊缝 标准(mm) 0 >0,≤1 >1,≤2 >2 凹陷 分数 10 6 2 0 背面焊缝 标准(mm) 0~1 >1,≤2 >2,≤3 >3 凸起 分数 10 6 2 0 标准(mm) 0 ≤0.7 >0.7,≤1.2 >1.2 错边量 分数 10 6 2 0 标准(mm) 0~2 ≥2,≤3 >3,≤5 >5 角变形 分数 10 6 2 0 注:1. 焊缝未盖面、焊缝表面及根部已修补或试件做舞弊标记则该单项作 0分处理。 2. 凡焊缝表面有气孔、夹渣、裂纹、未熔合、未焊透、焊瘤等缺陷之一的,该试件外观为 0分。 3. 其他违反技术操作要求规定的,该试件外观为 0分。 4. 合计得分乘以 21%为本项检查最终实际得分。 表 2:模块一 试件内部射线检验评分标准 合计得分 加密号 评分员签名 (满分 100) 序号 底片上反映出的缺陷及尺寸 扣分 1 未发现 ... ...
~~ 您好,已阅读到文档的结尾了 ~~