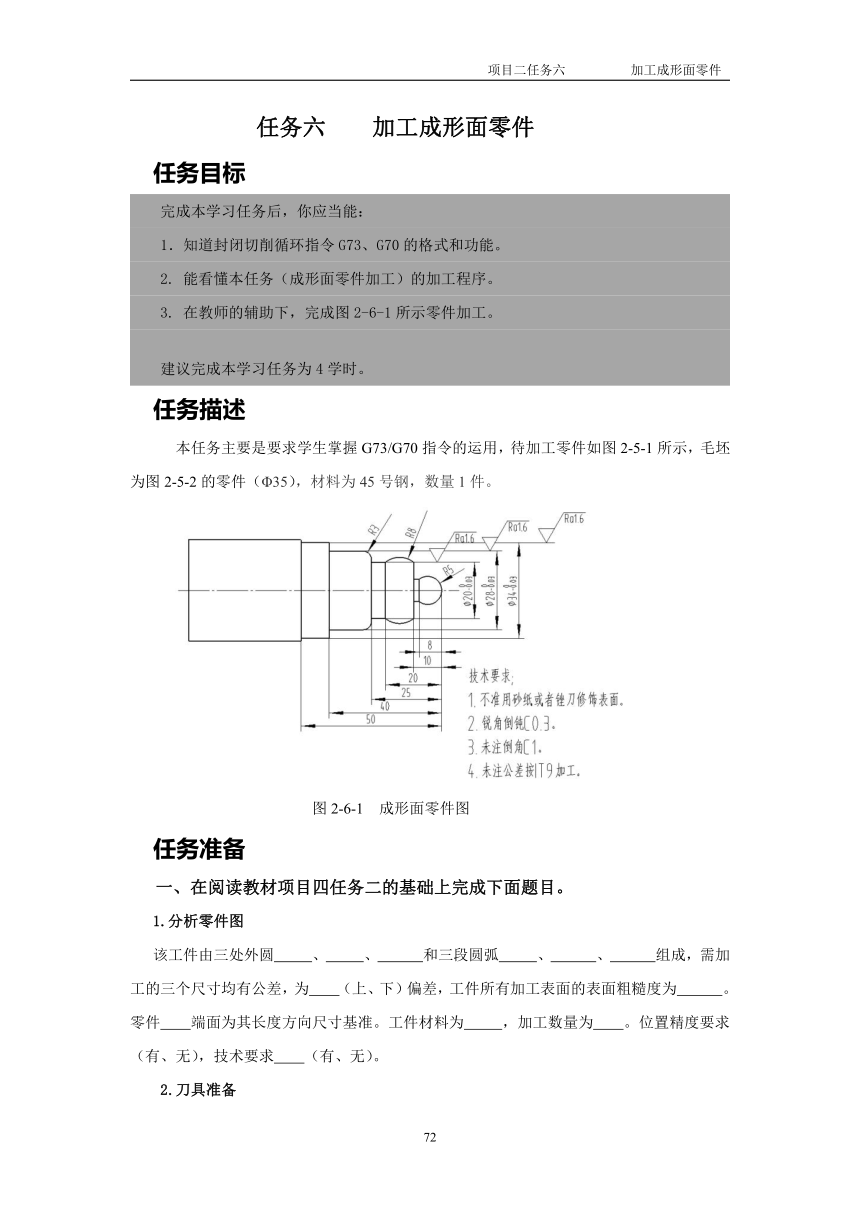
项目二任务六 加工成形面零件 任务六 加工成形面零件 任务目标 完成本学习任务后,你应当能: 1.知道封闭切削循环指令G73、G70的格式和功能。 2. 能看懂本任务(成形面零件加工)的加工程序。 3. 在教师的辅助下,完成图2-6-1所示零件加工。 建议完成本学习任务为4学时。 任务描述 本任务主要是要求学生掌握G73/G70指令的运用,待加工零件如图2-5-1所示,毛坯为图2-5-2的零件(Φ35),材料为45号钢,数量1件。 图2-6-1 成形面零件图 任务准备 一、在阅读教材项目四任务二的基础上完成下面题目。 1.分析零件图 该工件由三处外圆 、 、 和三段圆弧 、 、 组成,需加工的三个尺寸均有公差,为 (上、下)偏差,工件所有加工表面的表面粗糙度为 。零件 端面为其长度方向尺寸基准。工件材料为 ,加工数量为 。位置精度要求 (有、无),技术要求 (有、无)。 2.刀具准备 (1)该零件的三个外圆尺寸有公差要求,因此要分粗车和精车,外圆粗车刀刀尖圆弧半径一般为 ,精加工外圆车刀刀尖圆弧半径一般为 。 (2)教材上粗车和精车使用同一把刀的原因是 ,刀片规格是 , 主偏角是 。 3. 工具、量具准备 加工该零件可能要使用的工量具有哪些?请在是的栏目下打“√”。 三爪自定心卡盘( ) 卡盘扳手( ) 刀架扳手( ) 垫刀片( ) 加力杆( ) 0-150 mm游标卡尺( ) 0-25 mm千分尺( ) 25-50 mm千分尺( ) 50-75 mm千分尺( ) 万能角度尺( ) 0-150 mm深度游标卡尺( ) 0-25 mm内径千分尺( ) 25-50 mm内径千分尺( ) 钻夹头( ) 中心钻( ) 内径百分表( ) 半径样板( ) 4.插补指令准备 (1) G73指令只适合铸造成形、锻造成形或已粗车成形的工件。它与G71都是加工外轮廓的指令,它们有何区别? (2)G73指令格式和含义 G73 UΔi WΔk Rd ; G73 Pns Qnf UΔu WΔw F__ S__ T__; Δi表示 ,是 (直径值、半径值),是 (正值、负值)。 Δk表示 ,是 (正值、负值)。 d 表示 , ns表示 加工轮廓程序段中 程序段的段号。 nf表示 加工轮廓程序段中 程序段的段号。该段应尽量退至毛坯。 Δu表示 轴向精加工余量,该值用 (直径、半径)。 Δw表示 轴向精加工余量。 f 表示 , s 表示 ,t表示 。 要点提示 棒料Δi=(X毛坯-X图最小)/2。D一般为Δi+1 二、任课教或课代表完成下列准备工作。 1.课代表在任课教师指导下检查仿真室和车间的卫生、设备及附件,并准备好卫生工具等物品。 2.学生每人准备45号钢毛坯一段,为图2-5-2零件。 3.学生准备外圆车刀一把(自己安装好刀片)。 4.游标卡尺、合适量程千分尺各一把,半径样板一套。 任务实施 一、理实学习 1.职业素养 在学习前、学习中、学习后严格按照《仿真室职业素养对照表》执行,相互提醒、监督。 2.数控车床准备工作 ①点击斯沃软件图标; ②点击运行; ③松急停旋钮,按复位键,消除报警; ④回参考点(回原点、回零); ⑤MDI方式启动主轴; 3.分析零件图 本任务采用 次装夹,工件编程原点设在 端面圆心。 4.制定加工方案及加工路线 夹持零件毛坯左端,伸出约 左右,找正并加紧,该零件轮廓不是单增轮廓,可以使用G73指令进行外轮廓粗车。粗车后在换刀点换精车刀,使用 指令进行精车。 起刀点设在比毛坯直径大2mm处,离零件右端面2mm处,换刀点设在(100.100)处,切出点设在比毛坯直径大2mm处。为方面期间,在实际操作中,粗加工外圆刀和精加工外圆刀使用同一把刀,即都使用外圆精加工车刀。 5.观察仿真演示,完成下面表格。 程序名 O2369 程序段号 程序内容 程序说明 N10 设置进给速度为mm/r,进行程序初始化。 程序开始 N20 主轴正转 r/mim N30 换1号外圆刀,调用01号刀补 N40 快速到达起刀点坐标X38Z2; N50 G73U13.5R14; U13.5表示 R14表示 粗车循环 N60 G73 ... ...
~~ 您好,已阅读到文档的结尾了 ~~